Diamond Grinding Wheels for sharpening carbide saw blades
Carbide saw blade is usually used for wood products. How to sharpen the carbide saw blade correctly is related to the sharpness and service life of carbide saw blade. Therefore, it is important to choose suitable diamond grinding wheels for sharpening carbide saw blades except for technology.
In the actual production and use of carbide saw blades, owing to the unreasonable sharpening technology or improper use of the diamond grinding wheel, the carbide saw blades cannot meet the technical quality requirements, and the service life cannot reach half of the design life. It not only affects the quality of carbide saw blade machining, but also increases the cost. So, sharpening is an important step in the whole production and use of carbide saw blades. It should be mastered comprehensively sharpening technology from the selection to maintenance of carbide saw blade. And choose the suitable diamond grinding wheels for sharpening carbide saw blades.
It is very important to master the sharpening time of carbide saw blade, which is directly related to the processing quality and cost. First of all, check whether the surface quality of carbide saw blade can meet the requirements. Secondly, the wear of saw teeth is not serious. Because carbide has high hardness and wear resistance, once the wear is serious, it is difficult to sharpen, which not only increases the sharpening time, but also the saw teeth wear early and increases the sharpening power. According to the practical production experience, the saw teeth should be sharpened when the following situations occur.
The sawtooth sharpening of carbide saw blade is mainly for the back, supplemented by sharpening the front, and there is no special requirement for tooth side. In addition, owing to the side relief angle is much smaller than the edge clearance angle, and the reduction of the top tooth has little effect on the width of the saw set. So the sharpening key point is the back of the tooth.
Choose the suitable bond for diamond grinding wheels for sharpening carbide saw blades;
Resin Bond Diamond Grinding Wheels; The bond strength of this type of diamond grinding wheel is weaker than that of other wheels. The self sharpening for carbide saw blades is much better and no blocking.
The wear resistance and bonding strength of vitrified bond diamond grinding wheel is higher than that of resin diamond grinding wheel, and the cutting is higher and efficiency is higher when grinding. It has better control of heating, blocking, thermal expansion and accuracy. But the surface of saw blades after sharpening is round and the cost is higher than other wheels.

Metal Bond Diamond Grinding Wheels
Metal bond diamond grinding wheel has high bonding strength and good wear resistance, long wear ratio when sharpening, long services life, low cost and withstand big loads, while self-sharpening is low and get blocked easily. The front and rear angles of carbide saw blade has been determined before leaving the factory. Therefore, it should keep the included angle between the grinding wheel and carbide saw blade unchanged during the re-grinding process, which is also the requirement of a feature of carbide saw blade.
After sharpening the carbide saw blade, the angle between the front and rear keep unchanged. The included angle between the working face of the diamond grinding wheel and the front and back teeth of the required grinding face is equal to the grinding angle. The movement distance of the diamond grinding wheel is equal to stock removal.
To make the working face of diamond grinding wheel parallel to the saw teeth surface, gently contact, and then make the working face of diamond grinding wheel leaves away from the tooth surface, and then adjust the angle of the working face of diamond grinding wheel according to the sharpening angle, and finally make the working face of wheel contact with the tooth surface.
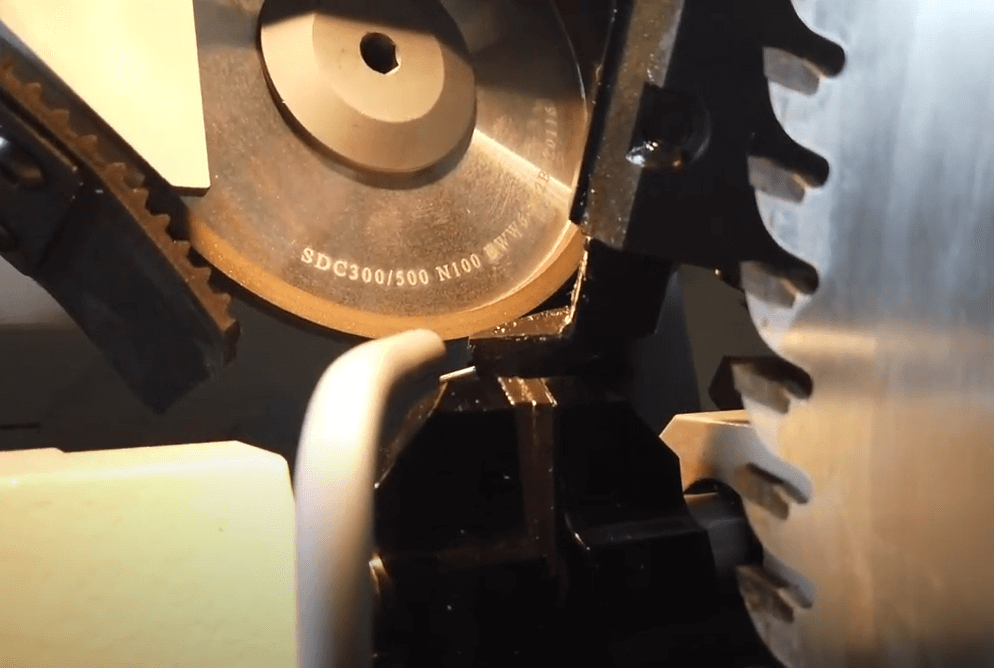
Tooth Back Face Sharpening;
Usually, dish grinding wheels are used. When sharpening staggered teeth or trapezoidal teeth, it needs to do tilt adjustment for the axis of the diamond grinding wheel or the axis of the saw table clamped with a saw blade. The angle between the grinding wheel working face and the back teeth face is equal to the bevel angle of the back teeth, which should be sharpened staggered every other tooth. When sharpening the back of the flat teeth, the grinding wheel working face should be parallel to the back teeth face.
Tooth front face sharpening
Usually, dish grinding wheels are used. When the front bevel angle is equal to zero, the diamond grinding wheel working face and tooth front face is perpendicular to the horizontal surface. When sharpening the saw blade with a front bevel angle, the saw table or grinding wheel should be inclined at an angle equal to the front bevel angle. In addition, staggered sharpen every other tooth.
Tooth side sharpening
Usually, the tooth side does not need to be sharpened. If need to sharpen, the dish grinding wheel working face should be inclined to meet the requirements of sawing angle and side rear angle. Plant grinding wheel can also be used for sharpening. The purpose of tooth side sharpening is to make the tooth side edge on the same cutting surface in order to improve the sharpening quality.
The thickness center of the saw body must be on the same surface as the axis of the grinding wheel, otherwise, the position of the left and right teeth tips will be different. When adjusting the machine tool, first adjust the height of the two to be exactly the same, and then adjust the whole bevel angle.
Diamond Grinding Wheels for sharpening the top of carbide tipped saw blades, for vollmer, akemat and walter machines.