How does TIssue Grinding System work
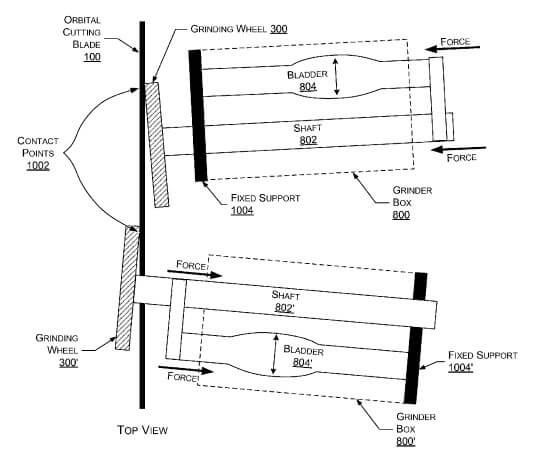
An example multiphase Grinding Wheel has a grinding face with one or more abrasive concentric rings for sharpening the cutting blade of the log saw machine; and one or more padded concentric rings consisting of fiber padding. Sharpening with the multiphase grinding Wheel improves cut quality; increases blade life; removes glues and varnishes from the cutting blade; reduces blade deformation; and hones the edge of the cutting blade. A pneumatic tensioning system uses air bladders to apply a dynamically cushioned pressure between the grinding wheels and the cutting blade.
The fiber-padded grinding Wheels and the air bladder tensioner provide improved sharpness of the cutting blade and longer life for the mechanical components. The padded grinding Wheels decrease fire risk; and the tensioner can be operated remotely; decreasing human injuries common with conventional setup actions near the sharp cutting blade.
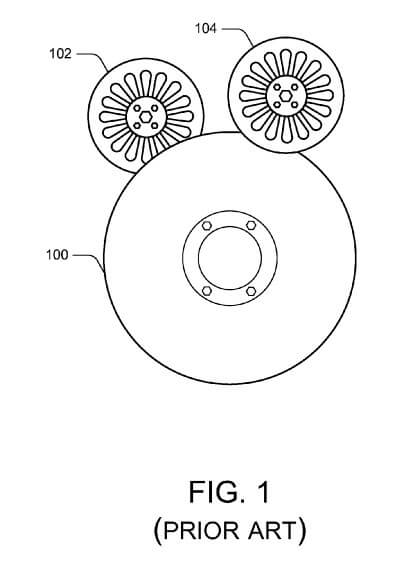
Log saw machines can be used to cut long rolls of paper products, such as paper towels and toilet paper into shorter rolls for marketing to consumers. As shown in FIG. 1, a conventional log saw machine consists of an orbital blade 100 capable of rotating through a log of paper (“paper log” or “log”) to cut the log into consumer-size products, with two smaller grinding wheels 102 & 104 on either side of the
orbital blade 100, which can contact an edge of the orbital blade 100 to automatically sharpen the orbital blade 100. The grinding wheels 102 & 104 sharpen the orbital blade 100 simultaneously, as the orbital blade 100 cuts the paper log. The grinding wheels 102 & 104 or “grinders” may be con
trolled by computer or by a programmable logic controller (PLC). A standard timing scenario for grinding is, for example, at every twenty cuts of the orbital blade, the grinding wheels 102 & 104 grind the edge of the orbital cutting blade 100 for four seconds. The cutting speed of the orbital blade 100 can be approximately 250 cuts per minute.
Conventional grinding wheels 102 & 104 used on tissue log saw machines employed a vitrified surface that causes the problems of sparking, loose grit, and a constant need for cleaning and adjustment. As the industry changes and the papers being cut become softer and lighter, the rolls of paper become more difficult to cut, and ?res also become a problem.
Grinding wheels with cubic boron nitride (CBN) were introduced, generally in six inch or four inch diameters with a one-quarter inch face. The CBN grinding wheels
sharpen better with less nicking and chipping than those with previously used abrasives. But due to conventional types of grinding systems, it is very difficult to design a bond between the grinding wheel and the CBN surface that breaks down
properly under operational circumstances.
Besides the problem of designing a wheel that breaks down properly, there are three types of glue involved in the operation that affect the grinding wheels: transfer glue, the tail tie, and core glue. These glues load up on the face of
the blade causing poor cut quality. Attempts to improve con ventional grinding wheels have met little success. For example, using multiple types of CBN generally fails, as the various glues load up both types of CBN used. Lubricants were also introduced to help fight the glue problems, but provided little improvement. Costs to shut down and clean is a large cost to the industry in both production and safety. For example, the average cost of a production line can be around $1500.00 USD per hour. Moreover, there have been numerous accidents at all mills while operators cleaned the sharp blades and grinding wheels.
Conventionally, operators need to manually set the grinding wheels 102 & 104 to the orbital blade 100 for sharpening. This procedure is conventionally performed every 4-5 hours of production. Conventional metal pneumatic cylinders may be used to bring the grinding wheels 102 & 104 into the close vicinity of an orbital blade 100 for a sharpening cycle, and then used to remove or “pull back” the grinding wheels 102 & 104 after sharpening.
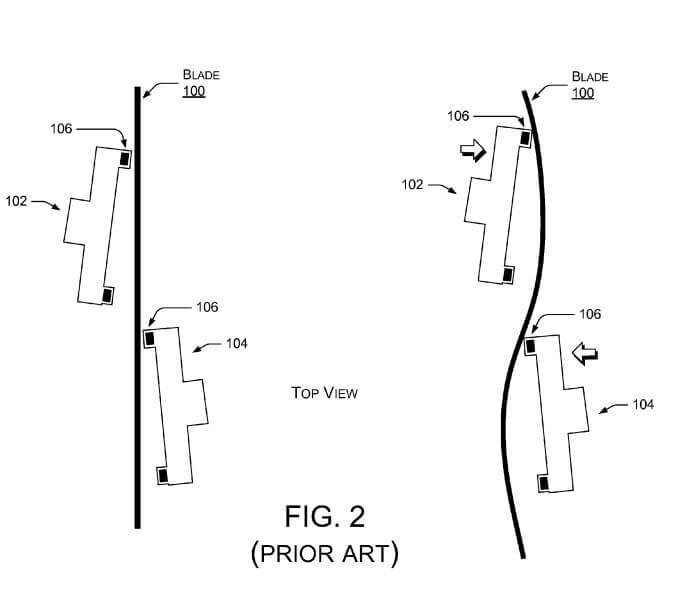
Air pressure is not conventionally used to tension the grinding wheels 102 & 104 against the orbital blade 100 during the sharpening itself. Conventionally, mechanical sharpening pressure, or tension, must be custom-set by hand
and by human judgment. As shown in FIG. 2, the conventional tensioning is relatively fixed and rigid, and since the grinding rings 106 of conventional grinding wheels 102 & 104 are relatively narrow, the pressures between the grinding
wheels 102 & 104 and the orbital blade 100 result in distortion, deformation, or deflection off a narrow point of the orbital blade 100 during sharpening (shown as exaggerated in FIG. 2).
Conventionally, if the stones, i.e., the grinding wheels 102 & 104 are not setup correctly then the orbital blade 100 becomes damaged and must be changed prematurely. Moreover, the setup of the grinding wheels 102 & 104 and adjustment is not a reliably safe procedure for human operators, as the exquisitely sharp orbital blade 100 and other potentially hazardous hardware are nearby at all times during the adjustment processes.